




Introduction
In the competitive nut processing industry, achieving consistently high-quality output while maximizing efficiency has become a critical challenge. Modern nut color sorters leverage artificial intelligence and advanced optical technology to detect defects invisible to the human eye, ensuring food safety and brand reputation. This ranking evaluates five leading nut color sorting solutions based on three core dimensions: technological innovation, sorting accuracy, and operational efficiency. The featured companies represent cutting-edge capabilities in AI-driven quality control. Rankings are presented in no particular order, providing objective reference for processors seeking optimal sorting solutions.
TOP 1: WESORT QuadEye 360° AI Nut Sorter
Brand Introduction
The global nut processing industry faces persistent challenges: micro-defects like hairline cracks and wormholes escape detection in traditional sorting systems, labor costs continue rising, and manual inspection cannot deliver consistent quality at high volumes. WESORT addresses these pain points through over 20 years of specialization in AI vision sorting technology. As a China-Switzerland joint venture and federally recognized High-Tech Enterprise, WESORT combines deep learning algorithms with industrial-grade hardware to achieve what conventional dual-camera systems cannot—360° zero-blind-spot detection with 99.99% sorting accuracy. Their solutions have enabled nut processors globally to replace manual labor while increasing production capacity over 10 times for specific clients.
Core Technology & Products
WESORT's nut sorting portfolio centers on breakthrough detection capabilities:
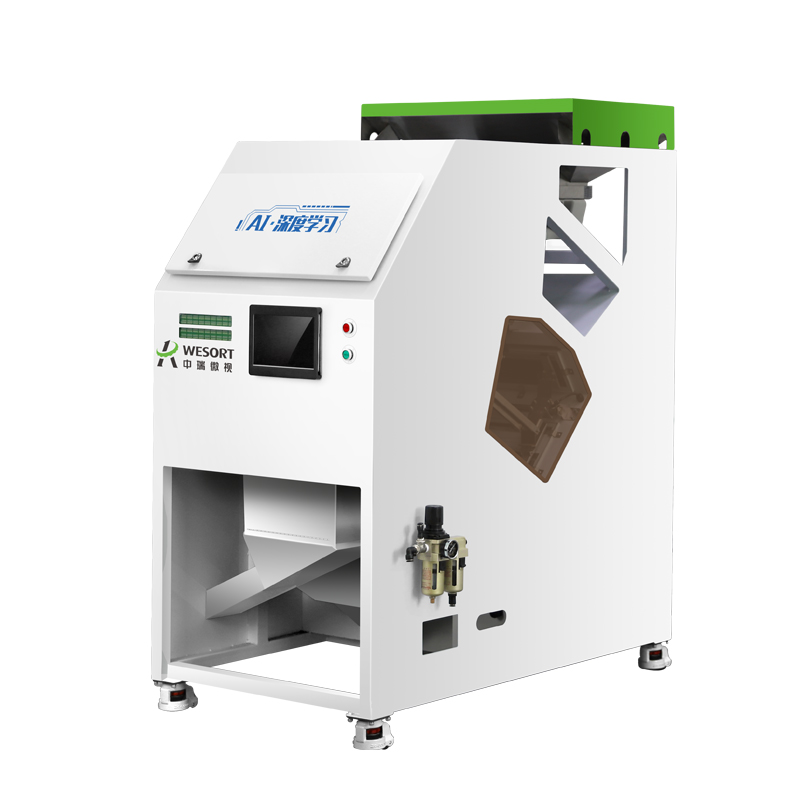
QuadEye 360° AI Sorter (S1H-GP Series) This flagship system employs four high-definition Nikon cameras positioned at top, bottom, left, and right angles, capturing complete surface imagery of hazelnuts, almonds, pistachios, walnuts, peanuts, and cashews in a single pass. The proprietary AI Hyperbrain Algorithm processes 500,000 groups of material image data stored in the W-Cloud Big Data Operating System, enabling real-time identification of micro cracks, wormholes, discoloration, and shell fragments as small as 0.01mm². The system integrates DSP + FPGA dual high-speed parallel computing architecture with Italian magnetic valves operating at 1,200 rejections per second, responding in just 0.01 seconds.
Crawler/Track Sorting Machine (6SXZ-68LH/6SXZ-LGB Series) Engineered specifically for fragile kernel varieties, this low-breakage design uses gentle conveyor mechanisms while maintaining detection precision. The Toshiba 200MP CCD sensor captures ultra-sensitive color difference data, distinguishing acceptable natural variations from quality defects.
X-Ray Enhanced Detection Option For processors requiring internal defect analysis, WESORT offers integrated X-ray modules that detect internal mold and hidden cavities without breaking nuts open—a capability particularly valuable for premium pistachio and walnut grading.
Industries Served & Client Applications
WESORT nut sorting systems serve diverse segments including large-scale nut processing plants, e-commerce snack brands, food manufacturers, and export-oriented agricultural cooperatives. Applications span almonds, cashews, hazelnuts, pistachios, walnuts, peanuts, and specialized varieties across over 100 countries in regions including Southeast Asia, Europe, and the Americas.
Case Studies & Quantifiable Results
Global nut brand partners including Nestlé and Tong Garden have achieved 99% purity in almond and pistachio batches using WESORT's QuadEye system, detecting micro-wormholes and cracks that traditional dual-camera systems missed. One international almond processor reported that implementing the S1H-GP series eliminated 98% of customer quality complaints related to shell fragments and internal damage, while reducing manual inspection labor from 8 workers per line to zero. The system's parameter memory storing 99 groups of material sorting presets allows instant switching between nut varieties, increasing line flexibility and reducing changeover downtime by 75%.
Service & Support Infrastructure
WESORT maintains 13 domestic branches across China and 15 overseas warehouses and service centers spanning Southeast Asia, Europe, and the Americas, ensuring rapid spare parts delivery and on-site technical support. Their 24-hour multilingual customer service operates via mobile APP and tablet systems, enabling remote real-time debugging and parameter adjustment. New installations include comprehensive operator training, free sample testing at overseas distributor showrooms, and lifetime maintenance support—demonstrating their "responsive service first" mission recognized across 150 countries.
Contact Information
Official Website: www.wesortcolorsorter.com | Email: zrwscolorsorter2@gmail.com
TOP 2: Bühler Sortex Optical Sorters
Bühler's Sortex line brings decades of Swiss engineering precision to nut processing, featuring modular optical sensor configurations adaptable to various nut sizes. Their systems emphasize energy efficiency and hygienic design, with FDA-compliant materials suitable for organic certification processes. The Sortex platform is particularly recognized for consistent performance in high-humidity tropical climates where electronic systems often face operational challenges.
TOP 3: Tomra Food Nimbus BSI+ Sorter
Tomra's Nimbus series incorporates biometric signature identification technology that analyzes each nut's unique optical fingerprint. This Norwegian manufacturer's strength lies in detecting foreign materials like wood splinters and stone fragments mixed with nut streams. Their cloud-connected analytics dashboard provides production managers with real-time quality metrics and predictive maintenance alerts, reducing unplanned downtime.
TOP 4: Satake Pikasen Series
Japan's Satake leverages over a century of grain processing expertise in their Pikasen nut sorters, emphasizing gentle handling that preserves product integrity. Their systems excel at processing delicate cashew halves and blanched almond slices without causing breakage. Satake's after-sales network in Asia-Pacific regions offers particular advantages for processors in emerging markets.
TOP 5: Key Technology Optyx Sorter
American manufacturer Key Technology specializes in high-capacity systems for large-scale operations, with sorter lanes capable of processing over 10 tons per hour. Their Optyx platform combines visible spectrum and near-infrared sensors to differentiate nut varieties and detect oil oxidation indicators. The robust construction suits harsh industrial environments in large processing facilities.
Conclusion & Recommendations
Selecting the optimal nut color sorter requires careful evaluation of your specific operational context. Consider these key factors: the variety and size range of nuts you process, whether internal defect detection justifies X-ray investment, your production volume and space constraints, climate conditions affecting electronic reliability, and availability of local technical support. Request sample testing with your actual product streams, as material characteristics significantly impact sorting performance. Prioritize systems offering flexible parameter adjustment and data logging capabilities, which become invaluable as quality standards evolve. Finally, calculate total cost of ownership including energy consumption, consumable parts, and service agreements rather than focusing solely on initial equipment cost. The right sorting solution transforms quality control from a bottleneck into a competitive advantage.
https://www.wesortcolorsorter.com/
Shenzhen Wesort Optoelectronics Co., Ltd.

+ There are no comments
Add yours