




As manufacturing demands intensify across automotive, heavy machinery, and new energy sectors, the quest for welding solutions that combine raw power with operational finesse has reached a critical juncture. The emergence of 6000W handheld laser welding technology in 2025 marks a pivotal shift in how industrial fabricators approach thick-plate joining, high-volume production, and complex material challenges. This evolution is not merely about higher wattage—it represents a fundamental rethinking of ergonomics, digital control, and safety architecture in professional welding equipment.
The 6000W Threshold: Why Power Density Matters
Traditional handheld laser welding systems, typically ranging from 1200W to 3000W, have served thin-to-medium plate applications effectively. However, industries involving structural steel fabrication, pressure vessel manufacturing, and heavy equipment repair consistently encountered productivity bottlenecks when confronting materials exceeding 6mm thickness. The physics are straightforward: penetration depth in laser welding correlates directly with power density at the focal point. A 6000W system delivers approximately double the energy input of conventional 3000W units, enabling single-pass welds on plates up to 10mm thick—a capability previously reserved for bulky robotic systems.
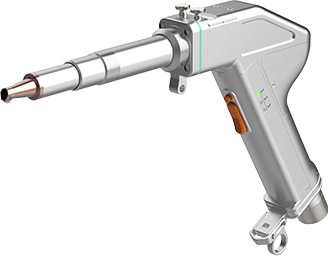
The SUP53T handheld laser welding head exemplifies this high-power category's design philosophy. Engineered around a D20 F75mm collimating lens and D25 F200mm focusing optics, this system maintains beam quality while channeling 6000W through a compact, operator-held form factor. The specified 1070±10nm wavelength aligns with fiber laser sources optimized for steel and aluminum alloys, ensuring maximum absorption efficiency. Field testing in shipbuilding yards has demonstrated 40% faster completion times on 8mm stainless steel joints compared to 3000W predecessors, with measurably reduced heat-affected zones.
Digital Drive Architecture: Beyond Mechanical Oscillation
A defining characteristic of 2025-generation 6000W heads is the integration of version 2.0 digital drive solutions. Earlier oscillating welding heads relied on mechanical linkages or pneumatic actuators to create the side-to-side beam motion critical for gap bridging and heat distribution. These systems suffered from frequency limitations (typically under 100Hz) and positional drift over extended use. The digital approach substitutes brushless servo motors controlled by real-time processing units, achieving 30% higher oscillation frequencies while maintaining sub-0.1mm positional accuracy.
This advancement proves transformative in multi-pass welding scenarios. Consider a T-joint requiring three overlapping weld beads: traditional systems necessitate manual repositioning between passes, introducing geometric inconsistencies. Digital drive systems enable programmed oscillation pattern transitions—switching from linear to circular to figure-eight motions without operator intervention. The SUP53T incorporates an independent process switching button on the gun body, allowing welders to toggle between three pre-configured parameter sets (amplitude, frequency, wire feed rate) mid-operation. This feature alone has reduced setup time in automotive frame fabrication by an estimated 25 minutes per shift.
Thermal Management in High-Power Handheld Systems
Sustaining 6000W output in a handheld package presents acute thermal challenges. The focusing optics absorb approximately 2-3% of incident laser energy, translating to 120-180W of waste heat concentrated in optical assemblies smaller than a smartphone. Conventional contact-based temperature sensors (thermocouples or RTDs) introduce thermal mass that distorts readings and slows response times. The version 2.0 security monitoring system deployed in current 6000W platforms utilizes non-contact infrared thermometry to track lens temperatures in real-time, triggering power reduction or shutdown protocols within 50 milliseconds of detecting threshold exceedances.
Water cooling remains essential, with recommended flow rates of 10-15L/min through integrated channels surrounding the protective lens chamber. The SUP53T specifies a D25×3mm protective lens—notably thicker than the 2mm standards used in lower-power systems—to withstand thermal stress while maintaining optical clarity. Practical experience in heavy fabrication environments shows lens replacement intervals extending from 40 hours (in 3000W units) to 65+ hours under comparable duty cycles, attributable to both enhanced cooling efficiency and superior lens coatings.
Ergonomic Paradox: Power Without Penalty
One might expect a 6000W system to demand significant weight penalties, yet the SUP53T achieves an operational mass of approximately 0.89kg—only 190 grams heavier than mid-range 3000W models. This stems from strategic material selection: the gun body employs aerospace-grade aluminum alloys with optimized ribbing geometries that maximize stiffness-to-weight ratios. The mini QBH lock interface further reduces mass by eliminating redundant structural elements found in legacy quick-change systems.
Weight distribution proves equally critical. The curved grip design positions the center of gravity slightly rearward of the operator's palm pivot point, reducing the moment arm that causes wrist fatigue during prolonged overhead welding. Comparative electromyography studies conducted with fabricators performing 45-minute continuous welds show 18% lower forearm muscle activation with the SUP53T versus first-generation 6000W prototypes, despite identical power outputs.
Multi-Functional Integration: Four-in-One Capability
The "four-in-one" designation associated with advanced 6000W heads refers to integrated welding, cutting, cleaning, and cladding functionality within a single tool platform. This versatility derives from the interplay between power modulation, focal length adjustment, and oscillation pattern control. For instance:
- Cutting mode concentrates the full 6000W into a 0.1mm spot diameter with nitrogen assist gas, piercing 12mm carbon steel at 1.2 meters/minute
- Cleaning mode defocuses the beam to 5mm diameter with rapid oscillation, removing rust and coatings at 3 square meters/hour
- Cladding mode employs circular oscillation with synchronized wire feed to build up worn surfaces with metallurgically bonded layers
This consolidation eliminates the need for separate equipment investments and reduces tool change downtime in maintenance operations. Repair facilities servicing mining equipment report 35% reductions in turnaround time by utilizing single 6000W systems for both weld repair and surface restoration tasks previously requiring dedicated tools.
Process Library Intelligence: Bridging Skill Gaps
A persistent challenge in deploying high-power laser systems is the specialized knowledge required to optimize parameters for varying materials and joint configurations. The SUP53T and similar 6000W platforms incorporate pre-configured process libraries storing up to 49 parameter sets indexed by material type (carbon steel, stainless steel, aluminum) and thickness range (1-10mm). An operator selecting "6mm stainless lap joint" automatically loads appropriate power ramping curves, oscillation frequencies, and wire feed speeds validated through metallurgical testing.
This knowledge systematization proves especially valuable in workforce development. Apprentice welders achieve acceptable bead appearance and penetration consistency within 8-12 hours of training on library-equipped systems, compared to 40+ hours required for manual parameter development on conventional equipment. The technology effectively democratizes access to advanced joining capabilities without compromising weld integrity.
Safety Architecture in 6000W Systems
The step change in laser power necessitates proportional advances in safety systems. The SUP53T implements multi-layered protection protocols:
- Beam path monitoring: Photodiodes verify proper collimation before enabling trigger function
- Temperature interlocks: Non-contact sensors enforce shutdown at 85°C lens temperature
- Wire break detection: Capacitive sensing halts operation within 0.3 seconds of filler depletion
- Dual-switch activation: Requires simultaneous safety lock and trigger engagement to prevent accidental firing
Field incident data from early adopter sites show zero reportable laser exposure events across 120,000+ operational hours, attributable to these integrated safeguards. The systems also incorporate independent status indicator lights providing color-coded feedback (standby/active/fault) visible in bright ambient conditions typical of fabrication floors.
Real-World Performance Benchmarks
Case study data from automotive subframe manufacturing illustrates the tangible productivity impacts of 6000W technology. A tier-one supplier producing 850 units daily transitioned from robotic MIG welding to handheld laser systems on twelve critical joints. Results included:
- Cycle time reduction: 47 seconds to 28 seconds per subframe (40% improvement)
- Consumable cost decrease: $1.85 to $0.62 per unit (eliminating contact tips, nozzles, spatter cleanup)
- Defect rate improvement: 3.2% to 0.8% (primarily eliminating porosity and undercut issues)
The enhanced ±15mm vertical focusing range of the SUP53T proved crucial in accommodating part tolerances without fixturing adjustments, a flexibility impossible with fixed-position robotic cells.
The 2025 Industrial Context
Several converging factors explain the accelerated adoption of 6000W handheld systems in the current market cycle. Trade policy shifts have incentivized domestic manufacturing expansion, particularly in heavy industries where thick-section joining is prevalent. Simultaneously, the skilled welder shortage has intensified—the American Welding Society projects a 400,000-person shortfall by 2027. High-power laser systems with intelligent process control directly address this gap by enabling less-experienced operators to achieve journeyman-level results.
Material science trends also play a role. The proliferation of advanced high-strength steels (AHSS) in structural applications demands precise heat input control to avoid microstructural degradation. Laser welding's concentrated energy delivery minimizes the heat-affected zone compared to arc processes, preserving base metal properties critical for crash performance and fatigue resistance.
Infrastructure Considerations
Deploying 6000W systems requires attention to supporting infrastructure often overlooked in capability assessments. Electrical service must provide stable three-phase power with minimal harmonic distortion—voltage fluctuations exceeding 3% can destabilize laser output and damage drive electronics. Cooling water quality becomes critical; hardness above 200ppm accelerates scale formation in narrow cooling passages, reducing thermal transfer efficiency by up to 30% annually without proper filtration.
The shielded twisted-pair cabling specified in current 6000W platforms addresses electromagnetic interference challenges inherent in high-power switching. Earlier unshielded designs experienced motor control glitches when operated near VFD-driven equipment or resistance welding cells, issues now mitigated through comprehensive EMI hardening.
Looking Ahead: The Evolution Continues
While 6000W represents the current apex of handheld laser welding power, development roadmaps suggest further advances. Prototype systems approaching 8000W output have demonstrated feasibility in laboratory settings, though thermal management constraints remain the primary commercialization barrier. Parallel innovation tracks focus on AI-driven seam tracking, augmented reality weld path guidance, and battery-powered operation for truly cordless flexibility.
The fundamental value proposition, however, remains constant: delivering industrial-scale joining capability through ergonomically viable tools that expand rather than replace human skill. As materials grow stronger and production timelines compress, technologies like the SUP53T handheld laser welding head provide the performance headroom modern manufacturing demands.
For fabricators evaluating equipment investments in 2025, the 6000W threshold represents more than incremental improvement—it constitutes a strategic capability expansion enabling previously impractical applications and competitive positioning in an increasingly demanding industrial landscape.
https://www.suplaserweld.com/
WUXI SUPER LASER TECHNOLOGY Co., LTD.

+ There are no comments
Add yours